Su utilidad fundamental es la de almacenar información para simplificar esquemas y programación, los bits del sistema son contactos que el propio autómata (plc) activa cuando conviene o cuando se dan unas circunstancias determinadas siendo los mas importantes los de arranque y los del reloj, que permiten que empiece la ejecución desde un sitio en concreto y formar una base de tiempos respectivamente, su nomenclatura varia dependiendo el fabricante y su tipo.
El temporizador es un elemento que permite poner cuentas de tiempo con el fin de activar bobinas pasado un cierto tiempo desde la activación.
El contador encargado de llevar el computo de las actividades de sus entradas.
El monoestable es un elemento capaz de mantener activada una salida durante el tiempo con el que se haya programado, desactivándola automáticamente una vez concluido dicho tiempo.
Los sistemas combi nacionales se centran en sistemas secuenciales. Es necesario conocer la lógica combi nacional ya que en muchas ocasiones es necesaria en la programación secuencial.
El temporizador es un elemento que permite poner cuentas de tiempo con el fin de activar bobinas pasado un cierto tiempo desde la activación.
El contador encargado de llevar el computo de las actividades de sus entradas.
El monoestable es un elemento capaz de mantener activada una salida durante el tiempo con el que se haya programado, desactivándola automáticamente una vez concluido dicho tiempo.
Los sistemas combi nacionales se centran en sistemas secuenciales. Es necesario conocer la lógica combi nacional ya que en muchas ocasiones es necesaria en la programación secuencial.
ELEMENTOS DE TIEMPO: Como ya se ha comentado, los dos elementos básicos de tiempo son el temporizador y el monoestable.
LENGUAJES DE PROGRACION:
Diagrama de contactos (Ladder)
Es un lenguaje gráfico, derivado del lenguaje de relés. Mediante símbolos representa contactos, bobinas, etc. Su principal ventaja es que los símbolos básicos están normalizados según el estándar IEC y son empleados por todos los fabricantes.
Es un lenguaje gráfico, derivado del lenguaje de relés. Mediante símbolos representa contactos, bobinas, etc. Su principal ventaja es que los símbolos básicos están normalizados según el estándar IEC y son empleados por todos los fabricantes.
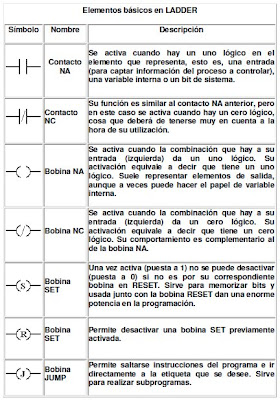
Los contactos pueden ser:
-CONTACTO NORMALMENTE ABIERTO -l l-
-CONTACTO NORMALMENTE CERRADO -l/l-
-ASIGNACIÓN DE SALIDA -( )-
-CONTACTO NORMALMENTE ABIERTO -l l-
-CONTACTO NORMALMENTE CERRADO -l/l-
-ASIGNACIÓN DE SALIDA -( )-
En estos diagramas la línea vertical a la izquierda representa unconductor con tensión, y la línea vertical a la derecha representatierra.
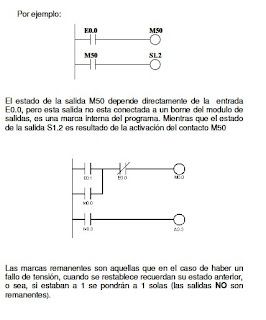
Por ejemplo:

Con este tipo de
diagramas se
describe normalmente
la operación eléctrica
de distintos tipos de
máquinas, y puede utilizarse para sintetizar un sistema de control y, con las herramientas de software adecuadas, realizar laprogramación del PLC.
Se debe recordar que mientras que en el diagrama eléctrico todas las acciones ocurren simultáneamente, en el programa se realizan en forma secuencial, siguiendo el orden en el que los "escalones" fueron escritos, y que a diferencia de los relés y contactos reales (cuyo número está determinado por la implementación física de estos elementos), en el PLC se puede considerar que existen infinitos contactos auxiliares para cada entrada, salida, relé auxiliar o interno, etc.
Por ejemplo:

Con este tipo de
diagramas se
describe normalmente
la operación eléctrica
de distintos tipos de
máquinas, y puede utilizarse para sintetizar un sistema de control y, con las herramientas de software adecuadas, realizar laprogramación del PLC.
Se debe recordar que mientras que en el diagrama eléctrico todas las acciones ocurren simultáneamente, en el programa se realizan en forma secuencial, siguiendo el orden en el que los "escalones" fueron escritos, y que a diferencia de los relés y contactos reales (cuyo número está determinado por la implementación física de estos elementos), en el PLC se puede considerar que existen infinitos contactos auxiliares para cada entrada, salida, relé auxiliar o interno, etc.
CONTACTOS:
Los elementos a evaluar para decidir si activar o no las salidas en determinado "escalón", son variables lógicas o binarias, que pueden tomar solo dos estados: 1 ó 0, Estos estados que provienen de entradas al PLC o relés internos del mismo. En la programación Escalera (Ladder), estas variables se representan por contactos, que justamente pueden estar en solo dos
estados: abierto o cerrado. Los contactos se representan con la letra "E" y dos números que
indicaran el modulo al cual pertenecen y la bornera al la cual están asociados
Ejemplo: E0.1 Ł Entrada del Modulo "0" borne "1"
estados: abierto o cerrado. Los contactos se representan con la letra "E" y dos números que
indicaran el modulo al cual pertenecen y la bornera al la cual están asociados
Ejemplo: E0.1 Ł Entrada del Modulo "0" borne "1"
 Las salidas de un programa Ladder son equivalentes a las cargas (bobinas de relés, lámparas, etc.) en un circuito eléctrico. Se las identifica con la letra "S", "A" u otra letra, dependiendo de los
Las salidas de un programa Ladder son equivalentes a las cargas (bobinas de relés, lámparas, etc.) en un circuito eléctrico. Se las identifica con la letra "S", "A" u otra letra, dependiendo de losfabricantes, y dos números que indicaran el modulo al cual pertenecen y la bornera al la cual están asociados.
Ejemplo: S0.1 Ł Salida del Modulo "0" borne "1" ---0 So1
Relés Internos o Marcas:
Como salidas en el programa del PLC se toma no solo a las salidas que el equipo posee físicamente hacia el exterior, sino también las que se conocen como "Relés Internos o Marcas". Los relés
internos son simplemente variables lógicas que se pueden usar, por ejemplo, para memorizar estados o como acumuladores de resultados que utilizaran posteriormente en el programa.
Se las identifica con la letra "M" y un número el cual servirá para asociarla a algún evento
----O M50
 Las funciones lógicas más complejas como:
Las funciones lógicas más complejas como:Temporizadores
Contadores
Registros de desplazamiento
etc.
Se representan en formato de bloques.
Contadores
Registros de desplazamiento
etc.
Se representan en formato de bloques.
Estos no están normalizados, aunque guardan una gran similitud entre sí para distintos fabricantes. Resultan mucho más expresivos que si se utiliza para el mismo fin el lenguaje en lista de instrucciones.
Sobre estos bloques se define:
La base de los tiempos y el tiempo final en el caso de temporizadores El módulo de contaje y condiciones de paro y reset en el caso de contadores.
Existen también bloques funcionales complejos que permiten la manipulación de datos y las operaciones con variables digitales de varios bits.
La presencia de estos bloques de ejecución dependiente de una o más condiciones binarias, multiplica la potencia de programación sin dejar de mantener las ventajas de la representación gráfica del programa. Así, pueden programarse situaciones de automatización compleja que involucren variables digitales, registros, transferencias, comparaciones, señales analógicas, etc.
Por supuesto, no todos los Autómatas, aun del mismo fabricante, pueden manejar todas las posibilidades de programación con contactos: solo las gamas más altas acceden a la totalidad de
extensiones del lenguaje.
extensiones del lenguaje.
Los temporizadores
Como lo indica su nombre, cada vez que alcanzan cierto valor de tiempo activan un contacto interno. Dicho valor de tiempo, denominado PRESET o meta, debe ser declarado por el usuario.
Luego de haberse indicado el tiempo de meta, se le debe indicar con cuales condiciones debe empezar a temporizar, o sea a contar el tiempo. Para ello, los temporizadores tienen una entrada
denominada START o inicio, a la cual deben llegar los contactos o entradas que sirven como condición de arranque. Dichas condiciones, igual que cualquier otro renglón de Ladder, pueden
contener varios contactos en serie, en paralelo, normalmente abiertos o normalmente cerrados.
Luego de haberse indicado el tiempo de meta, se le debe indicar con cuales condiciones debe empezar a temporizar, o sea a contar el tiempo. Para ello, los temporizadores tienen una entrada
denominada START o inicio, a la cual deben llegar los contactos o entradas que sirven como condición de arranque. Dichas condiciones, igual que cualquier otro renglón de Ladder, pueden
contener varios contactos en serie, en paralelo, normalmente abiertos o normalmente cerrados.

formato L KT xxx.yy KT constante de tiempo.
xxx tiempo (máx. 999).
y base de tiempos.
0 = 0.01 seg. (centésimas).
1 = 0.1 seg. (décimas).
2 = 1 seg.
3 = 10 seg. (segundos x 10)
ejemplo:
KT 243.1 24,3 segundos
KT 250.2 250 segundos
KT 250.2 250 segundos
T0…MAX: número de temporizador. El número MAX depende del fabricante
Paro del temporizador: es opcional y pone a cero el valor contado en el temporizador.
Los contadores:
Los contadores:
Definidos como posiciones de memoria que almacenan un valor numérico, mismo que se incrementa o decrementa según la configuración dada a dicho contador.
Como los temporizadores, un contador debe tener un valor prefijado como meta o PRESET, el cual es un número que el usuario programa para que dicho contador sea activo o inactivo según el
valor alcanzado.
Como los temporizadores, un contador debe tener un valor prefijado como meta o PRESET, el cual es un número que el usuario programa para que dicho contador sea activo o inactivo según el
valor alcanzado.
Por ejemplo, si el contador tiene un preset de 15 y el valor del conteo va en 14, se dice que el contador se encuentra inactivo, sin que por ello se quiera decir que no esté contando. Pero al siguiente pulso, cuando el valor llegue a 15, se dice que el contador es activo porque ha llegado al valor de preset. COUNTER <-- PRESET Y COUNTER --> PRESET.
Dependiendo del software, puede ocurrir que el contador empiece en su valor de preset y cuente hacia abajo hasta llegar a cero, momento en el cual entraría a ser activo.
Nos permitirán contar y/o descontar impulsos que enviemos al contacto que lo activa
INSTRUCCIONES SET Y RESET
Nos permitirán contar y/o descontar impulsos que enviemos al contacto que lo activa
INSTRUCCIONES SET Y RESET
La instrucción SET activa la bobina correspondiente cada vez que enviamos un IMPULSO, y sólo se desactivará al enviar otro a la instrucción RESET. Podemos activar tanto salidas como marcas
internas.
internas.
l---leo.ol-----------(S)
l---leo.1l-----------(R)
Lenguaje Ladder - Procesamiento y Limitaciones
Lenguaje Ladder - Procesamiento y Limitaciones
Las bobinas pueden ir precedidas de contactos, pero no pueden estar seguidas por ninguno.
Lo mismo se aplica a los bloques Función, por ejemplo el bloque función transferencia, ya que se comporta como bobina.
Sin embargo hay una conexión que es posible en nuestro Ladder pero imposible en un tablero.
Las bobinas pueden ser conectadas en Serie comportándose en forma similar que si estuvieran en paralelo. Si en el circuito de activación de las bobinas existen varios contactos en serie, conviene usar la conexión paralelo de las bobinas, ya que el programa se ejecuta en menor tiempo.
La diferencia ocurre cuando se utilizan contactos auxiliares, ya que debe prestarse atención al orden en que se ubican las bobinas.
RESUMEN SOBRE GRAFCET
El objeto del presente documento es la presentación de la metodología Grafcet como solución al desarrollo de programas de control para procesos secuenciales. Esta metodología es la utilizada por MEDISS. MEDISS es una aplicación software que se ejecuta bajo entorno Windows y que permite el diseño de programas de control para los autómatas Simatic S5 y S7-200 basados en Grafcet. .
La creciente complejidad de los automatismos industriales se traduce en una mayor dificultad para definir de una manera clara y sin ambigüedades las especificaciones funcionales a las que debe responder.
Esta dificultad se ve agravada por la utilización de un gran número de informaciones de entrada y salida.
Las distintas formas de descripción de un proceso podrían ser clasificadas en los distintos grupos:
Las distintas formas de descripción de un proceso podrían ser clasificadas en los distintos grupos:
· Una descripción literal únicamente resulta larga, incomoda, a veces imprecisa y, a menudo incompleta.
· Una descripción lógica (logigrama) está casi exclusivamente enfocado auna tecnología determinada, y no es apropiada a la realización mediante programa.
· Una representación por organigrama, más general, se adapta bien a las realizaciones mediante programa, pero resulta pobre en el caso de los secuenciales y no muestra los funcionamientos simultáneos, caso de que los haya.
Los trabajos realizados en los últimos años, han conducido a representaciones
gráficas de las especificaciones funcionales que son totalmente independientes de la
realización tecnológica, pudiendo ésta ser cableada (módulos neumáticos, relés
electromecánicos o módulos electrónicos) o programada (PLC, ordenador o
microprocesador).
Estas nuevas formas de representación se basan en los conceptos de etapa y de receptividad que simplifica en gran medida la síntesis de los automatismos secuenciales, al considerar el hecho de que, entre el gran número de informaciones disponibles, pocas son significativas en un determinado momento.
partir de estas ideas, los trabajos efectuados por las comisiones de AFCET. (Association Française pour la Cybernétique Economique et Technique, Asociación
Francesa para la cibernética económica y técnica) y de ADEPA, (Agence Nationale
pour le Developpment de la Production Automatisée, Agencia nacional para el
desarrollo de la producción automatizada) han dado como resultado la definición de
un diagrama funcional: el GRAFCET, (Graphe de Comands Etape/Transition,
gráfico de mando etapa/transición).
Este diagrama funcional permite describir los comportamientos del
automatismo en relación a las informaciones que recibe, imponiendo un
funcionamiento riguroso, evitando de esta forma incoherencias, bloqueos o conflictos
en el funcionamiento. En cada nivel de descripción, este diagrama puede ser
modificado o corregido, sin necesidad de volver a partes ya estudiadas.
gráficas de las especificaciones funcionales que son totalmente independientes de la
realización tecnológica, pudiendo ésta ser cableada (módulos neumáticos, relés
electromecánicos o módulos electrónicos) o programada (PLC, ordenador o
microprocesador).
Estas nuevas formas de representación se basan en los conceptos de etapa y de receptividad que simplifica en gran medida la síntesis de los automatismos secuenciales, al considerar el hecho de que, entre el gran número de informaciones disponibles, pocas son significativas en un determinado momento.
partir de estas ideas, los trabajos efectuados por las comisiones de AFCET. (Association Française pour la Cybernétique Economique et Technique, Asociación
Francesa para la cibernética económica y técnica) y de ADEPA, (Agence Nationale
pour le Developpment de la Production Automatisée, Agencia nacional para el
desarrollo de la producción automatizada) han dado como resultado la definición de
un diagrama funcional: el GRAFCET, (Graphe de Comands Etape/Transition,
gráfico de mando etapa/transición).
Este diagrama funcional permite describir los comportamientos del
automatismo en relación a las informaciones que recibe, imponiendo un
funcionamiento riguroso, evitando de esta forma incoherencias, bloqueos o conflictos
en el funcionamiento. En cada nivel de descripción, este diagrama puede ser
modificado o corregido, sin necesidad de volver a partes ya estudiadas.
METODOLOGÍA GRAFCET: CONCEPTOS BÁSICOS
El Grafcet se compone de un conjunto de:
· Etapas o Estados a las que van asociadas acciones.
· Transiciones a las que van asociadas receptividades.
· Uniones Orientadas que unen las etapas a las transiciones y las transiciones a las etapas.
Etapas
Una etapa se caracteriza por un comportamiento invariable en una parte o en la totalidad de la parte de mando.
En un momento determinado, y según sea la evolución del sistema:
· Una etapa puede estar activa o inactiva.
· El conjunto de las etapas activas definen la situación de la parte de mando.
IMPLEMENTACIÓN DEL GRAFCET
Una vez realizado el Grafcet del proceso que deseamos controlar, el paso
siguiente es la obtención de las condiciones de activación de las etapas, así como de
las acciones asociadas a las mismas. Para ello se utilizará un proceso de
normalización en el cual, y partiendo del Grafcet realizado, vamos obteniendo las
condiciones de activación para cada una de las etapas y acciones. La obtención de
estas condiciones booleanas se basará en la utilización de dos hechos:
siguiente es la obtención de las condiciones de activación de las etapas, así como de
las acciones asociadas a las mismas. Para ello se utilizará un proceso de
normalización en el cual, y partiendo del Grafcet realizado, vamos obteniendo las
condiciones de activación para cada una de las etapas y acciones. La obtención de
estas condiciones booleanas se basará en la utilización de dos hechos:
· Una etapa se activará cuando estando activa la etapa inmediatamente
anterior a ella, se evalúe a cierto la receptividad existente entre estas dos
etapas, desactivándose la etapa anterior y activándose la nueva etapa.
anterior a ella, se evalúe a cierto la receptividad existente entre estas dos
etapas, desactivándose la etapa anterior y activándose la nueva etapa.
· Una acción se deberá ejecutar, si la etapa a la que está asociada está activa.
Una vez obtenidas estas condiciones booleanas, el paso siguiente es la
implementación en el lenguaje apropiado para el controlador que se haya escogido
como unidad de control del proceso.
implementación en el lenguaje apropiado para el controlador que se haya escogido
como unidad de control del proceso.
REGLAS DE UNA CADENA SECUENCIAL:
Como cabe esperar, una cadena secuencial debe poderse programar o resolver con esquemas cableados. Actualmente los fabricantes de autómatas programables están dotando los nuevos modelos con programación gráfica mediante Grafcet, lo que en esencia es una simple aplicación de cadenas secuenciales con determinadas prestaciones añadidas. Si no tenemos la posibilidad de programar en Grafcet, podemos crear nosotros mismos las cadenas secuenciales que hagan exactamente la misma función.
1.- Cada etapa es un elemento de memoria con su correspondiente condición de conexión y condición de desconexión. Por lo tanto, no será el sistema idoneo cuando sea importante simplificar las funciones lógicas, pero esto tendrá muy poca importancia en programación, puesto que cada memoria solo ocupa un bit. En esquemas cableados, el exceso de componentes (su coste) se compensa fácilmente con otras prestaciones: Se comprende mejor el funcionamiento y, sobre todo, se localizan averías con facilidad, como pronto se indicará con más detalle.
2.- La conexión de cada etapa se hace cuando se encuentra activa la etapa anterior y se cumple la transición que sigue a dicha etapa. La desconexión de cada etapa se hace cuando se activa la etapa siguiente.
3.- Puesto que sin alimentación, todas las memorias estarán desconectadas, hace falta una condición adicional que permita activar, solo la primera vez, a la etapa de inicio (se marca con doble recuadro) y opcionalmente, que desconecte al resto de las etapas (en este caso funcionará como un reset que lleva a la cadena a su estado inicial, independientemente de la etapa que estuviera activa en el momento de ejecutar el reset). Resetear la cadena no significa que el automatismo controlado volverá a su estado de inicio, son cosas distintas que no debemos confundir.