1. Objetivo Seleccionar e implementar el equipo y accesorios apropiados para implementar soluciones electro-neumáticas, sujeto a restricciones de variedad y cantidad de los mismos. Usando software de simulación y programación en ladder para PLC
2. Marco teórico
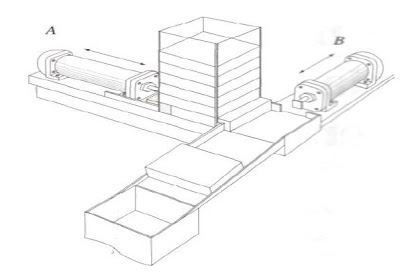
En una fábrica se requiere automatizar un proceso de estampado; para esto se decide utilizar zar dos válvulas monoestables y dos actuadores neumáticos de doble efecto. Donde el actuador B sujeta la pieza a estampar, el actuador A realiza el proceso de estampado y finalmente actuador B libera la pieza estampada.
2.1. Actividad
Empleando software de simulación Automation Studio, diseñe, simule y compruebe la solución electroneumática al problema planteado en el marco teórico, de acuerdo con sus funciones lógicas, y usando el ladder para PLC y según las restricciones siguientes:
El sistema debe contar con un panel de control que consta de las siguientes opciones:
a) Botón con enclave Selector Automático/Manual (SAM): este selector permite ejecutar el proceso de una forma automática o manual (modo paso a paso).
b) Botón pulsador START: debe activar el ciclo automático y en el ciclo manual debe ejecutar sólo una fase del proceso.
c) Botón pulsador STOP: detiene el proceso en modo automático al terminar el ciclo.



ACTIVIDAD PARA RECOGER EVIDENCIA DE CONOCIMIENTO 4
De acuerdo con las necesidades específicas de la empresa, el arranque, paro y operación nominal de la máquina es de acuerdo con las siguientes especificaciones:
Arranque:
Al principio de la jornada laboral se da por hecho que los cilindros se encuen tran en posición retraída. En caso contrario el operador deberá forzar al siste ma a que logre estas condiciones, empleando las conexiones de pilotaje de las válvulas de control. Así, el inicio de la secuencia se da mediante la activación de un botón pulsador o enclavado, al mismo tiempo que se garantizan posiciones de cada cilindro de doble efecto mediante rodillos 3/2 NC.
Paro:
Cuando suceda un error, deberá existir un botón de paro de emergencia que detenga la máquina y la lleve al estado de reposo dadas por las condiciónes iniciales de operación.
Secuencia de trabajo:
Una vez iniciada la secuencia, los cilindros harán una repetición de tres cicle y se detendrán, ya que en ese momento la caja de empaque quedará llena. Asi el operador procederá a retirar el empaque lleno y él se encargaría de reiniciar la secuencia de los cilindros mediante un botón.
Para el diseño de la solución deberá emplear el automation studion con ladder para PLC cilindros de doble efecto con su válvulas correspondientes 5/2 biestable; además en la configuración del mando podrán incluir válvulas 3/2; 5/2; y/o abatibles; botones pulsadores y/o enclavados; contador.


No hay comentarios:
Publicar un comentario